Overview
Citizen Lathe area of manufacturing floor adding a new lathe (5 —> 6 machines)
Plenty of room for improvement in product and operator workflow maps
Workstations are cluttered and unorganized
Process
Recorded Activity of the Operator (AOO) and Activity of the Product (AOP) for major product families
Indicated areas for improvement in floor layout, workstation redesign, and time management with product planning by analyzing AOO and AOP videos
Created workflow maps from AOP videos, revealing wasted product movement and Work In Progress (WIP) stations
Redesigned floor layout to make room for new machine and improve product workflows
Organized workstations using 6S techniques to remove unnecessary tools and materials
Designed and ordered custom shadow boards for tools and desk supplies

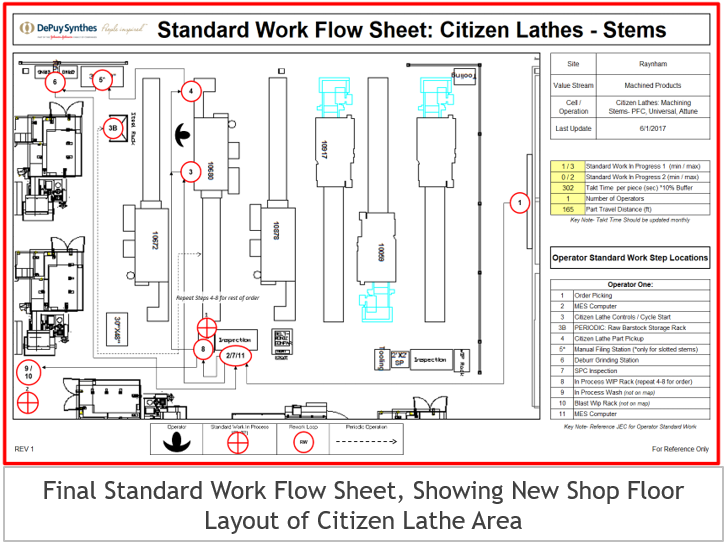
Final Standard Work Flow Sheet created for the new Citizen Lathe area, with new floor layout, ,custom template and all operator location steps

One of the machine operators working with the new floor layout

Backend process workstation, highlighting 6S integration and organization


Pictured above are the two shadow boards designed- the top image is for lathe tooling, and the bottom image is for go/no-go pin gauges
cOMPLICATIONS
Filming and analyzing AOO & AOP took a tremendous amount of time (videos were 3-6 hrs long), delaying the project
Had to order new workstation desks that were smaller and able to fit in the new layout design
Shadow board production by third-party vendor were made incorrectly and had to be redesigned and reordered
Results
New floor layout improved product flow and fit new lathe machine to increase production capacity
Shadow boards and organized workstations increased efficiency and achieve more continuous flow
Designed new Standard Work Flow Sheet and Six Sigma posters, to be implemented in all shop floor areas in future projects
Skills Developed
Lean techniques for improving efficiency of production in manufacturing processes
Six Sigma process of improving appearance and performance of workstations
Design of manufacturing floor to maximize workflows